")
پین هدر (Pin Header) در انواع، اشکال و اندازه های مختلف ساخته می شوند. در مونتاژ آنها باید نکاتی را رعایت کنیم. مونتاژ پین هدر بر اساس استانداردهای IPC شامل رعایت مواردی است که برخی از این موارد مربوط به روش مونتاژ ما و برخی نیز مربوط به شرایط PCB و شکل پین هدر است. در این نوشته نکاتی را بیان می کنیم که دانستن آنها تأثیر بسزایی در نحوۀ مونتاژ اصولی پین هدرهای THD دارد.
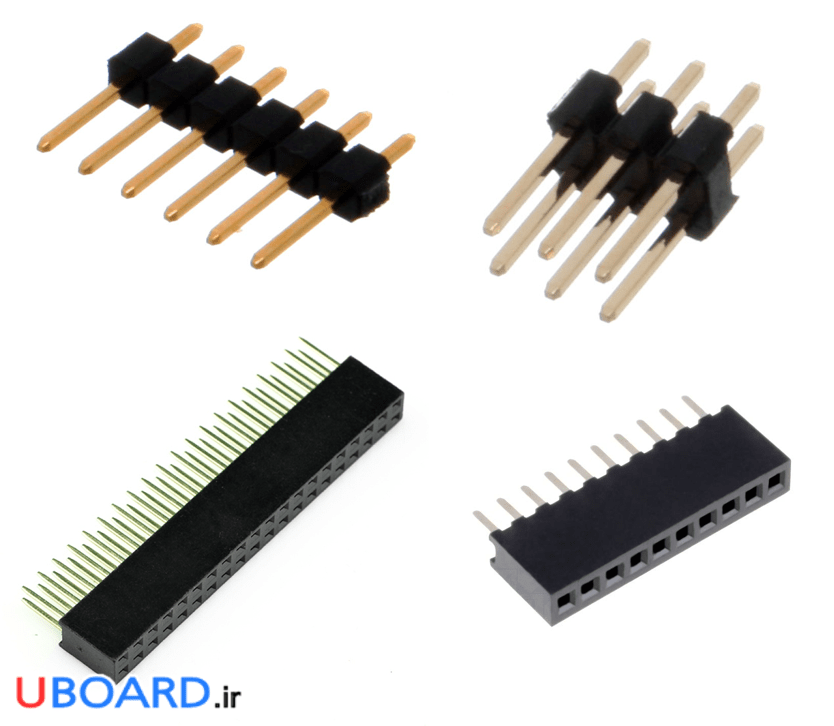
تصویر 1 – چند نمونه پین هدر THD
نکات مونتاژ پین هدر بر اساس استانداردهای IPC
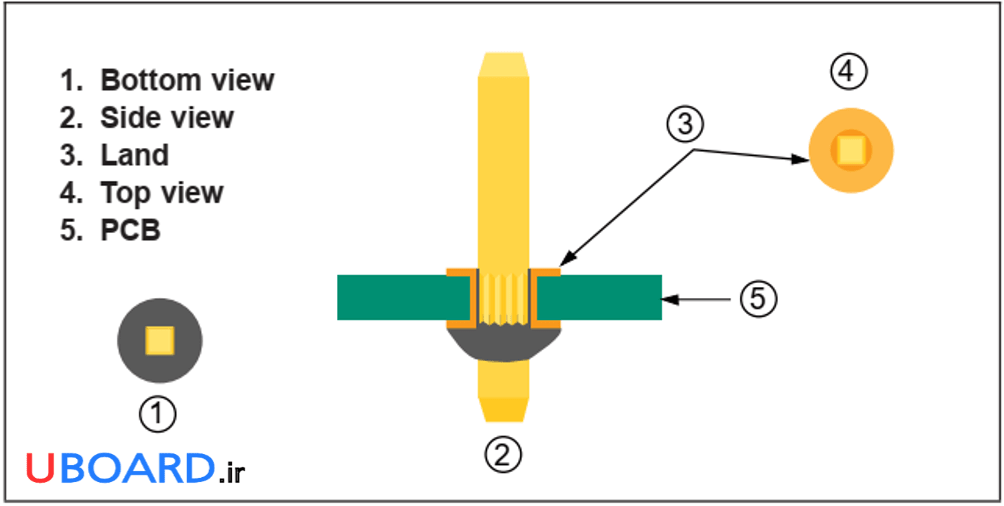
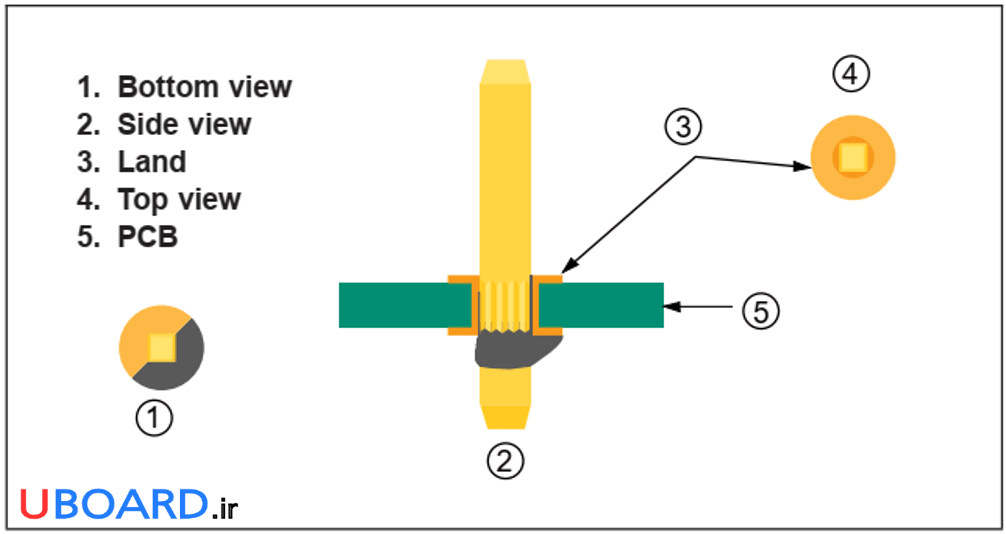
پیش از بیان نکات مونتاژ پین هدر لازم است بدانیم قسمتی از پایۀ پین هدر که مورد لحیم کاری قرار نمی گیرد، قسمت اولیه (Primary) است و قسمتی که در آن طرف بورد لحیم می شود، قسمت ثانویه (Secondary) است.
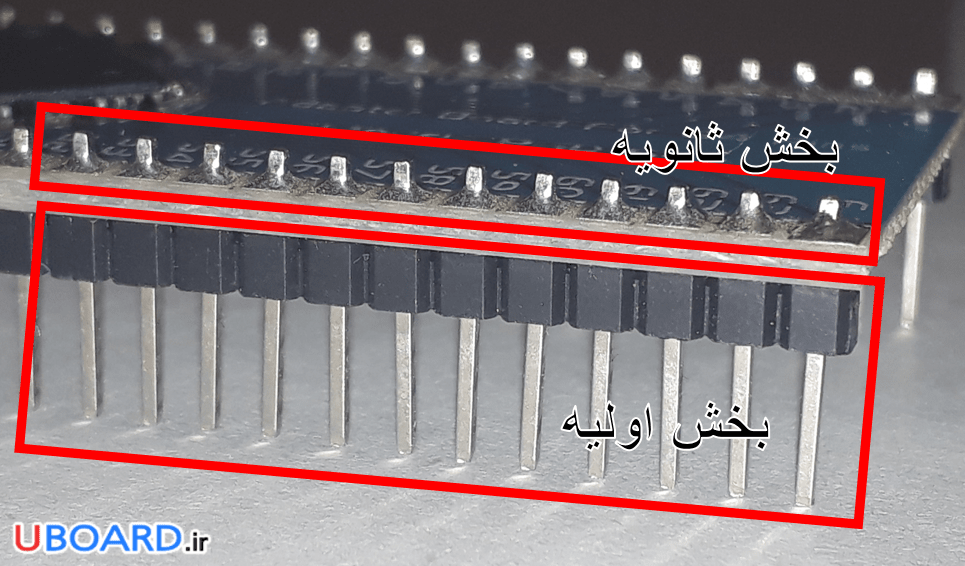
تصویر 2 – بخش اولیه و ثانویه در پین هدر
در قسمت ثانویه باید پایه ها کج نباشند، پیچ خوردگی نداشته باشند و همچنین به گوشتۀ پد روی PCB آسیبی وارد نکرده باشند. در ادامه این موارد و موارد دیگری را بررسی می کنیم.
انحراف و ارتفاع پایه در قسمت ثانویۀ پین هدر
در قسمت ثانویه پایه ها نباید بیشتر از نصف قطر پایه انحراف داشته باشند. اگر انحراف وجود داشته باشد، مقدار آن تا نصف قطر پایه قابل قبول است. همچنین نباید ارتفاع یک پایه کمتر از مقداری باشد که اتصال الکتریکی بین پایۀ مورد نظر و کانکتوری که روی آن پایه متصل می شود، برقرار نشود و یا اتصال ضعیفی برقرار شود. در تصویر زیر در قسمت بالای تصویر حد قابل قبول نمایش داده شده است. دو تصویر قسمت پایین موارد غیر استاندارد و غیر قابل قبول هستند. برای این موارد می گوییم Defect هستند. این واژه به معنای نقص، عیب و خرابی است.
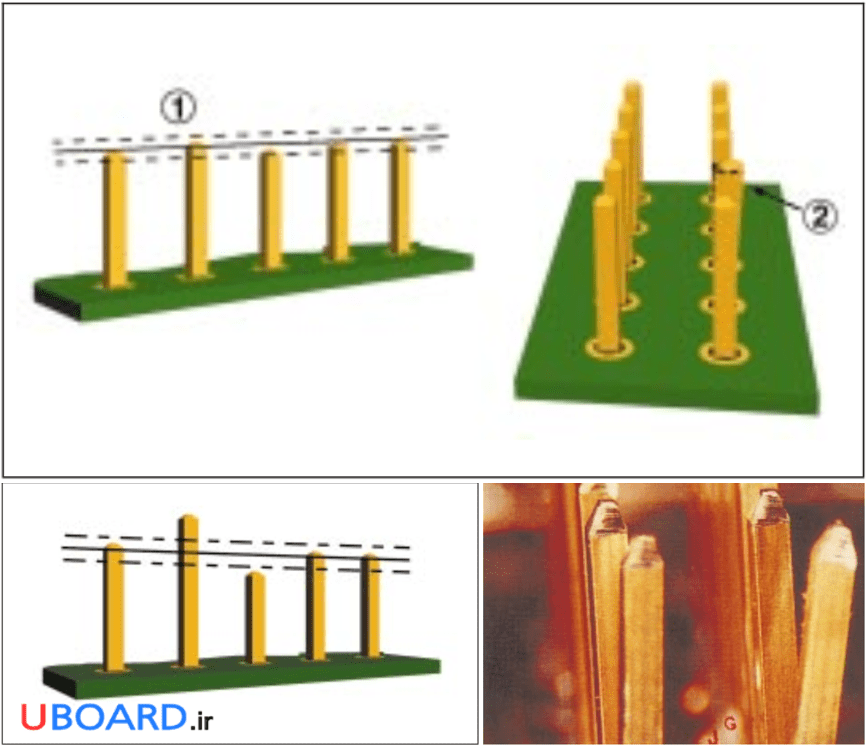
تصویر 3 – استاندارد IPC دربارۀ میزان انحراف و ارتفاع پایۀ پین هدر
آسیب به پد در مونتاژ پین هدر
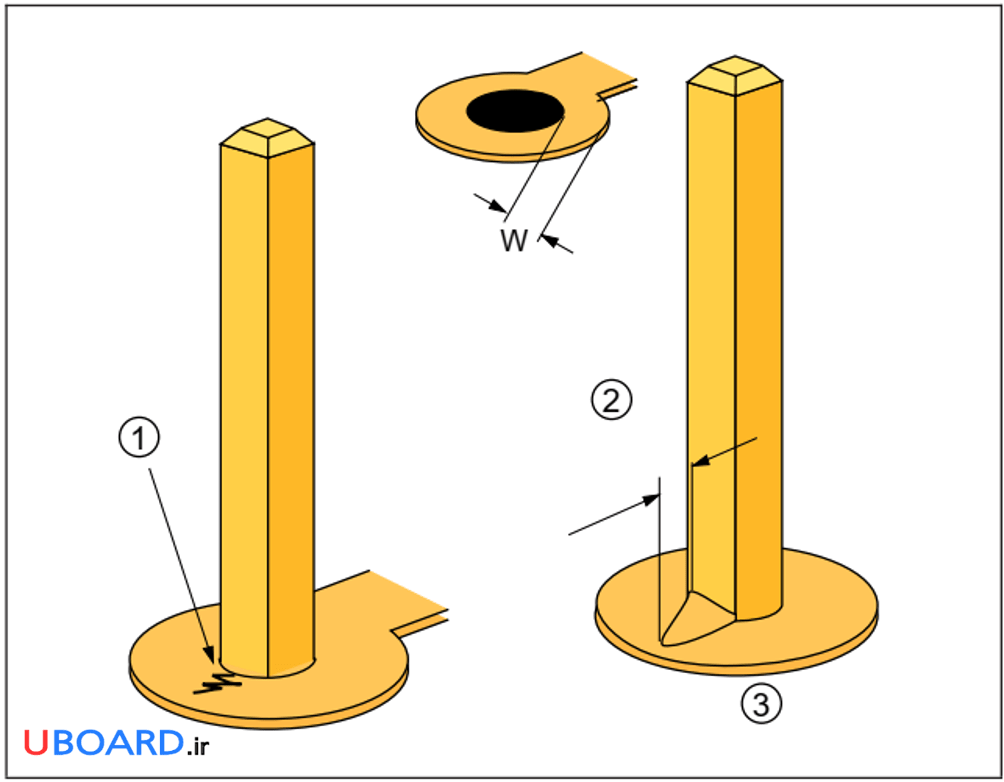
وقتی پایه های پین هدر را وارد حفرۀ پد می کنیم ممکن است پد آسیب ببیند. ممکن است گوشتۀ پد ترک بردارد و یا قسمتی از گوشتۀ پد از سطح PCB جدا شود. در تصویر زیر ضخامت گوشتۀ پد با W نمایش داده شده است.
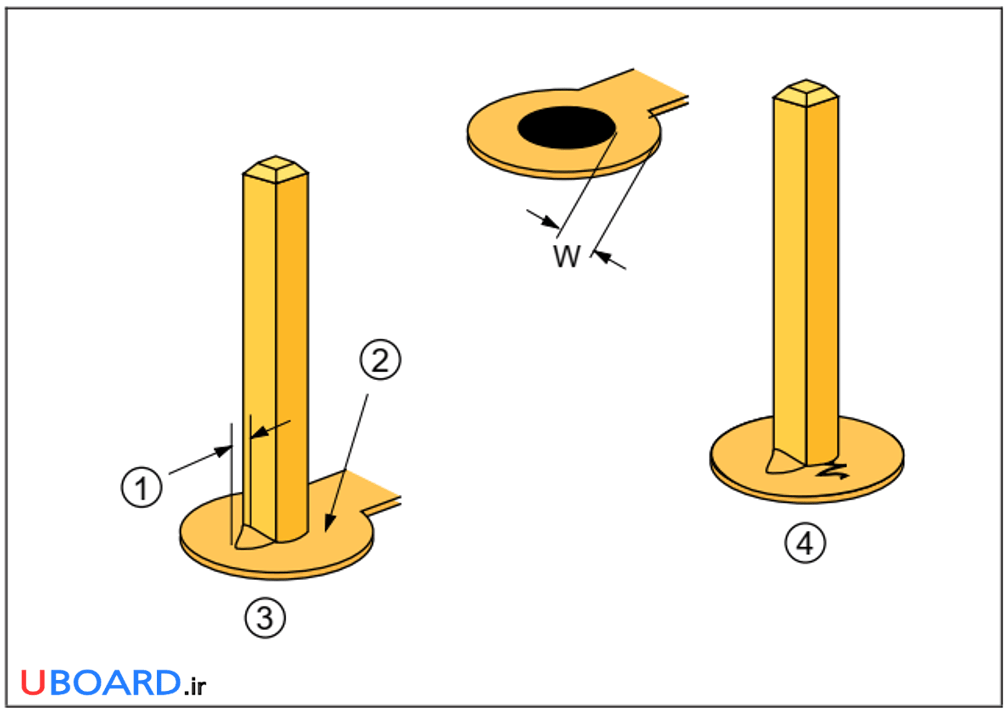
تصویر 4 – گوشتۀ آسیب دیدۀ پد در مونتاژ پین هدر
در تصویر بالا اگر قسمتی از گوشتۀ پد بلند شود (برآمدگی به وجود بیاید) و ضخامت آن (قسمت 1) کمتر از 75 درصد W باشد، قابل قبول است. همچنین اگر ترک خوردگی در جایی که برآمدگی وجود ندارد، به وجود بیاید، قابل قبول نیست (Defect است). اگر ترک خوردگی در جایی به غیر از قسمت برآمدگی به وجود بیاید قابل قبول است. در تصویر زیر هر دوی موارد Defect هستند. برآمدگی یا ترک گوشتۀ پد در اثر قرار گرفتن پایه در حفرۀ پد به وجود می آید.
تصویر 5 – ترک و برآمدگی گوشتۀ پد با فشار پین هدر
پیچ خوردگی و تاب برداشتن پایۀ پین هدر
این مورد را که در تصویر زیر می بینید Defect است. پیچ خوردگی در قسمت اولیه و ثانویه غیر قابل قبول است.

تصویر 6 – پیچ خوردگی پایۀ پین هدر
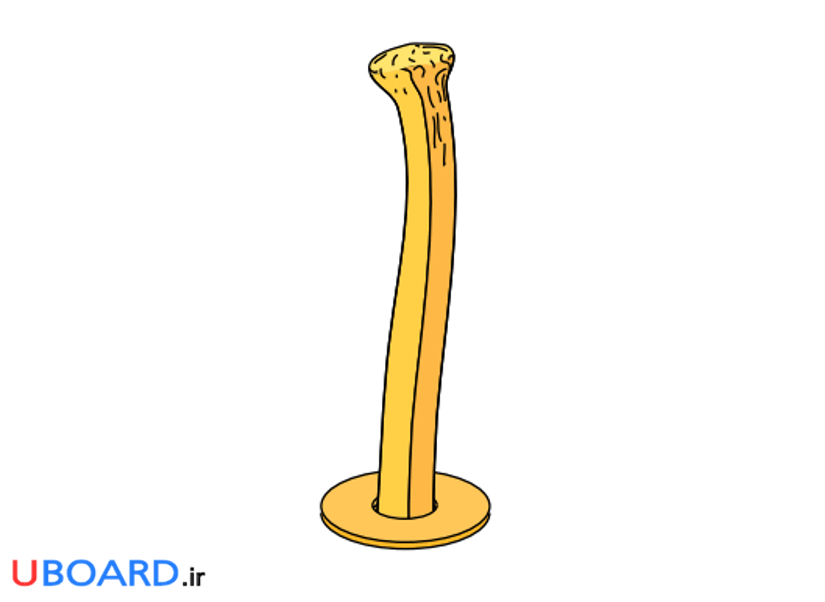
پین هدر با پایۀ قارچی شکل
این مورد را در تصویر زیر می بینید. چنین موردی Defect است.
تصویر 7 – قارچی شکل شدن پایۀ پین هدر
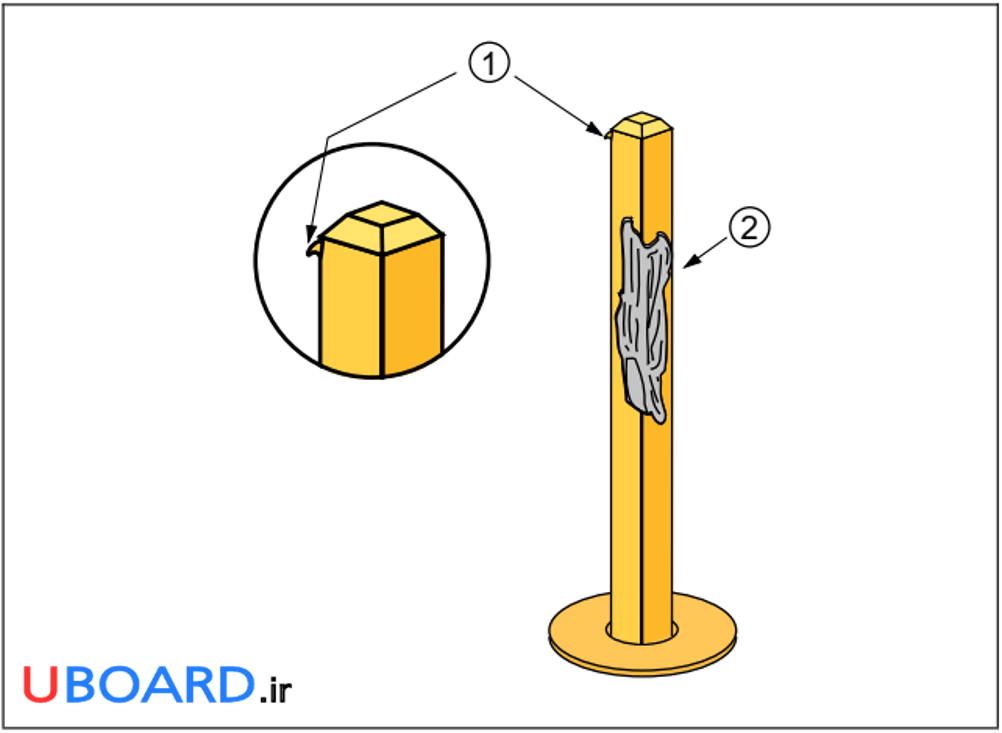
وجود زائده و خوردگی روی پایۀ پین هدر
در تصویر زیر در نوک پایه، زائدۀ کوچک و در قسمت دیگری از پایه ، خوردگی مشاهده می شود. زائده ممکن است مقداری قلع باشد که به پایۀ پین هدر چسبیده است. هر دوی این موارد Defect هستند.
تصویر 8 – زائده و خوردگی روی پایۀ پین هدر
قلع روی پایۀ پین هدر در قسمت اولیه
در قسمت اولیه نیازی نیست که قلع وجود داشته باشد. البته تا 2.5 میلی متر مشکلی به وجود نمی آورد. اما بیشتر از آن باعث می شود که اتصال کانکتور به خوبی برقرار نشود.
تصویر 9 – قلع در قسمت اولیۀ پین هدر
در تصویر زیر بهترین حالت مقدار قلع در قسمت اولیه و ثانویه مشخص شده است.
تصویر 10 – مقدار قلع در قسمت اولیه و ثانویۀ پایۀ پین هدر
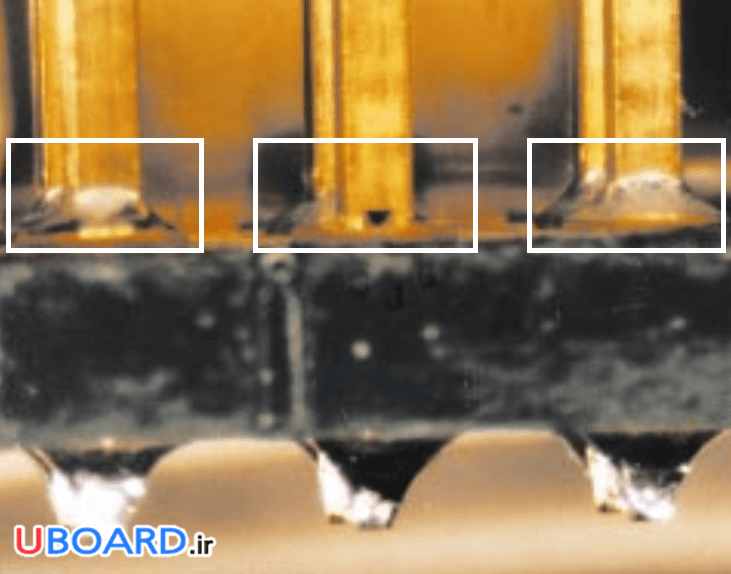
در تصویر زیر مقدار قابل قبول قلع را در قسمت اولیه و ثانویه می بینید. در قسمت ثانویه مقدار قلع نباید کمتر از 50 درصد از کل گوشتۀ پد ( قسمت 1 در تصویر زیر) باشد.
تصویر 11 – مقدار قابل قبول قلع در قسمت اولیه و ثانویۀ پایۀ پین هدر
برش خوردگی (خراشیده شدن) نوک پایۀ پین هدر
در پین هدر نری اگر برش خوردگی در پایۀ آن در وجه اتصال پایۀ پین هدر مادگی نباشد، قابل قبول است. در تصویر زیر وجه A با پین هدر مادگی اتصال ندارد. اتصال در وجه B است. موردی مانند تصویر زیر قابل قبول است.

تصویر 12 – برش خوردگی در یک وجه پایۀ پین هدر
اما پایه ای که در دو تصویر زیر مشاهده می شود چون برش خوردگی در دو سمت است، Defect است.
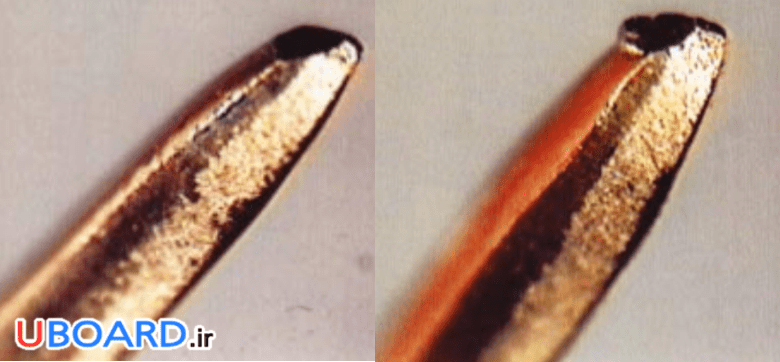
تصویر 13 – برش خوردگی در دو وجه پایۀ پین هدر
موارد Defect برای پین هدر مادگی
در تصویر زیر در قسمت A می بینیم که قطعه فلز پایۀ پین هدر از ایزولاتور پلاستیکی آن بالا زده است. در قسمت B این قطعه فلز خم شده است. در قسمت C، و در بخش اولیه گوشتۀ پد ترک خورده است. در قسمت D قطعه فلز شکسته است. همچنین در قسمت E، فضای خالی بین سطح PCB و محل چسبیدن قطعه فلز روی PCB ایجاد شده است. همۀ این موارد Defect هستند.
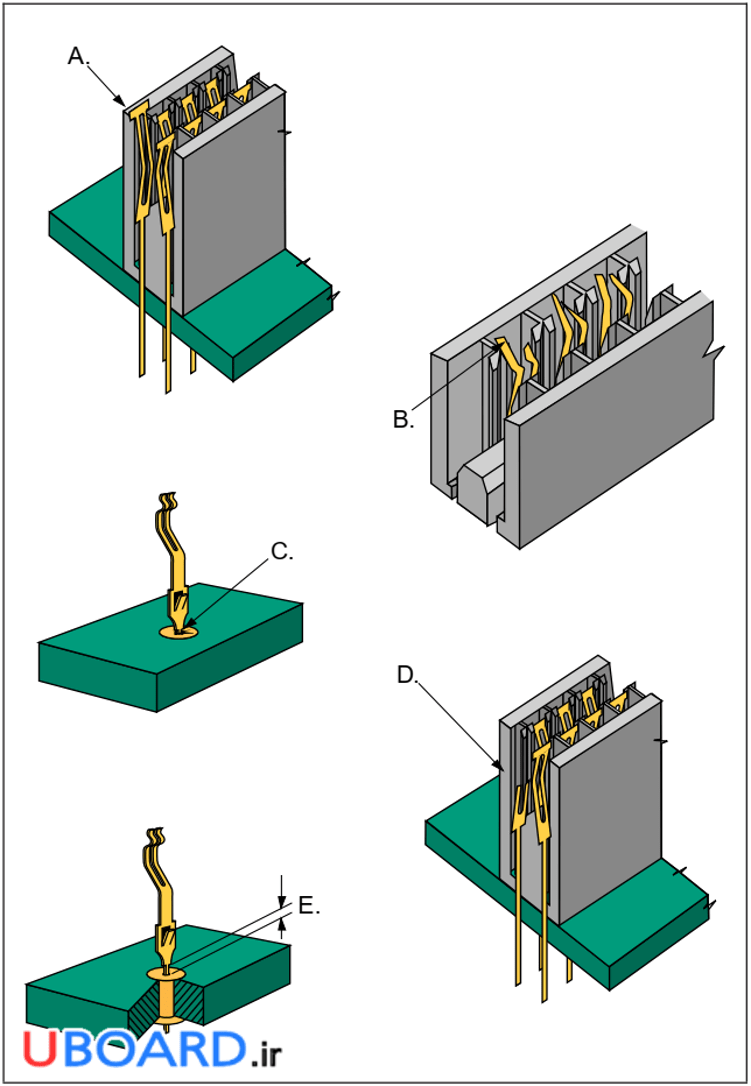
تصویر 14 – موارد Defect برای پین هدر مادگی
از بررسی نکات IPC در مونتاژ پین هدر نتیجه می گیریم:
- برخی از نکات مونتاژ پین هدر در استانداردهای IPC مربوط به شکل پین هدر و برخی مربوط به شکل و نحوۀ مونتاژ و برخی نیز مربوط به شرایط PCB است.
- انحراف پایۀ پین هدر اگر کمتر از نصف قطر پایه باشد، قابل قبول است.
- محدودۀ ارتفاع پایۀ پین هدر در بخش اولیه باید کمتر از یک تلورانس خاص باشد. تلورانس ارتفاع نباید بیش از حدی باشد که خللی در اتصال بین پین نری و کانکتور مادگی به وجود بیاید.
- در قرار دادن پین هدر روی PCB ممکن است گوشتۀ پد آسیب ببیند. این آسیب ممکن است بلند شدن (برآمدگی) و یا ترک خوردگی باشد. Defect بودن یا نبودن این آسیب به اندازۀ برآمدگی یا ترک خوردگی و شکل این دو بستگی دارد.
- پیچ خوردگی پایۀ پین هدر، قارچی شکل شدن آن و وجود زائده و خوردگی روی پایۀ آن، Defect است.
- مقدار قلع روی پایۀ پین هدر در قسمت اولیه و ثانویه مهم است.
- Defect بودن یا نبودن برش خوردگی و ساییدگی روی پایۀ پین هدر به محل برش و ساییدگی در وجه پایۀ آن بستگی دارد.
- در پین هدر مادگی، پایه باید در درون ایزولاتور (محفظۀ پلاستیکی) دارای بیرون زدگی، کج شدگی و شکستگی نباشد و در خارج از ایزولاتور که در حفرۀ پد قرار می گیرد، باید تا انتها در حفرۀ پد فرو رفته باشد و ارتفاع نداشته باشد. در غیر این صورت Defect است. همچنین گوشتۀ پد در قسمت اولیه نباید آسیب دیده باشد.
آموزش های مرتبط با این نوشته:












سلام استاد اسدی. شما از کدومیک از سندهای استاندارد IPC استفاده کردید؟ میتونید اون رو برای دانلود قرار بدید؟
سلام. دو مورد از مهمترین استانداردهای مونتاژ الکترونیک در صنعت اسناد IPC J-STD-001 (الزامات مربوط به اسمبل های الکتریکی و الکترونیکی لحیم شده) و IPC-A-610D (قابل قبول بودن برای اسمبل های الکترونیکی) هستند. قیمت اولی 85 دلار و قیمت دومی 100 دلاره که از سایت IPC میتونید دانلود کنید. مطالب این نوشته از سند IPC-A-610D هستش.
سلام جناب مهندس
قبلش خواستم تشکری کنم بخاطر این همه مطالب مفید و خودتون.
فن بیان و تدریستون عالیه.
من چطور میتونم توضیحات تصویری و نوشته های کلینتون رو در رابطه با ipc 610 داشته باشم.
ممنون میشم پاسخگو باشید
خواهش میکنم. خیلی لطف دارید. بنده در تنها جایی که در این مورد صحبت کردم در طول آموزش مونتاژ و لحیم کاری قطعات الکترونیکی هست. کلاً فکرنکنم در آموزش دیگه ای در کشور در این مورد صحبت شده باشه. این آموزش تا پایان تعطیلات نوروز 99 آماده میشه.
سلام استاد. ممنون بابت مطالب آموزشیتون. فکر نمی کردم برای پین هدر هم استانداردی وجود داشته باش. کدوم دوره ی آموزشیتون این مباحث رو شامل میشن؟ ممنون
سلام. خواهش میکنم. توی آموزش مونتاژ قطعات الکترونیکی از بخش آموزش های یوبرد به این مباحث پرداخته میشه.
ممنونم از توضیحاتتون
یه سوالی داشتم درمورد روش صحیح برش پین هدر، شاید ساده به نظر بیاد اما گاهی تو برش خراب نیشن و اصراف میشه، همچنین برش صحیح تو ظاهر بهتر مدار تاثیر داره، سوال من خصوصا در مورد پین هدر های 2×40 نری هست، نوع های موجود در بازار فعلی کمی پلاستیک نرمتری دارن و برششون تمیز در نمیاد
سلام. خواهش میکنم. بنده وسیله ای مخصوص این کار ندیدم. ولی میشه از وسیله ای مثل مینی فرز یا فرز انگشتی با تیغۀ خیلی نازک استفاده کرد. ولی برای پین هدرهای مادگی به هر حال یه پین هدر میره
سلام در زمانی که پین هدر زیاد روی برد می چینم زمان لحیم کاری چکار کنیم بردها نریزد
سلام. عذرخواهی میکنم. متوجه سوالتون نشدم. واضح تر بفرمایید. متشکرم